
全自動
NC指令により切削送り及び戻りを自動的に実行、送り動力源は機械主軸の回転のみ
高精度
繰り返し加工精度±0.01。直角度5μ/50mmスライド移動(無負荷)
万能型
最小加工径 \(\phi\) 5、100mm幅までのフェーシング、ワークに合わせて3種類のヘッドから選択、市販の内径溝入れバイト使用可能
加工例
リセッシング

グルービング
内側段付フェーシング
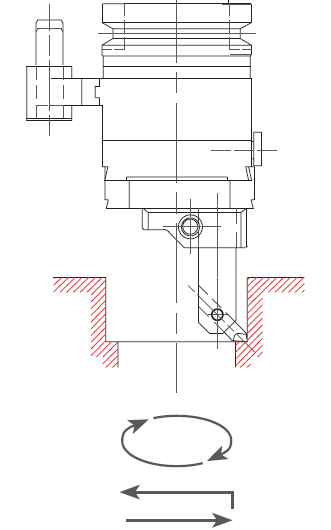
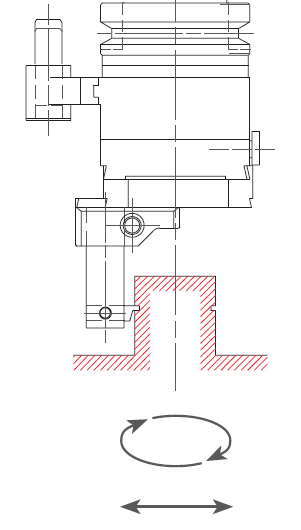
機械スピンドルが正回転を始めると、それに伴ってスライドが自動的に広がります。スライドは一定位置(事前に手動にて寸法調整が必要です)まで開き出していくとスピンドル正回転のまま、自動的に閉じこんでいきます。ほぼスタート地点までスライドが戻ると、ニュートラル状態となり、スライドは原点位置でエアカットを続けます。再度運転する場合はスピンドルを逆回転させるとクラッチONの状態となり、スピンドル正回転で同じ動作を行います。
操作手順の概略
- ヘッドを手動に切り替え、スライドを最大径まで移動させた後、ヘッド本体の目盛りを見ながらストロークを調整する。
- ツールプリセッタにより、ホルダを移動しながら加工径を設定する。
- ヘッドを自動に切り替える。
- ドライブキーと位置決めピンの位相を調整し、ヘッドを主軸に取り付ける。
- 送りピン数を決める。
- 50rpmで5秒間逆転する。
- 刃先を加工位置まで移動する。(Z軸移動)
- 正回転により切削送り及び戻りを実行する。(主軸回転数、送りピン数によりドウェル設定)
- 原点復帰後、停止
- Z軸移動、オリエンテーション
- ツールチェンジ
- ツールチェンジ→➏に戻る
標準セット内容

仕様
| 型式 | 速度 |
|---|---|
| BT40-RH10/W1 BT50-RH10/W1 | 標準速度 |
| BT40-RH10/W2 BT50-RH10/W2 | 2倍速度 |
| BT40-RH10/W4 BT50-RH10/W4 | 4倍速度 |
| リセッシング加工径(mm) | \(\phi\) 5- \(\phi\) 150 |
| ストローク(mm) | 0.5-10 |
| 許容回転数(r. p. m) | 360 |
| 送り切り換え | 3段変速 |
| 繰り返し停止精度(mm) | ±0.01(無負荷時) |
| 本体重量(シャンク付き)(kg) | BT50:9.5 BT40:7.1 |
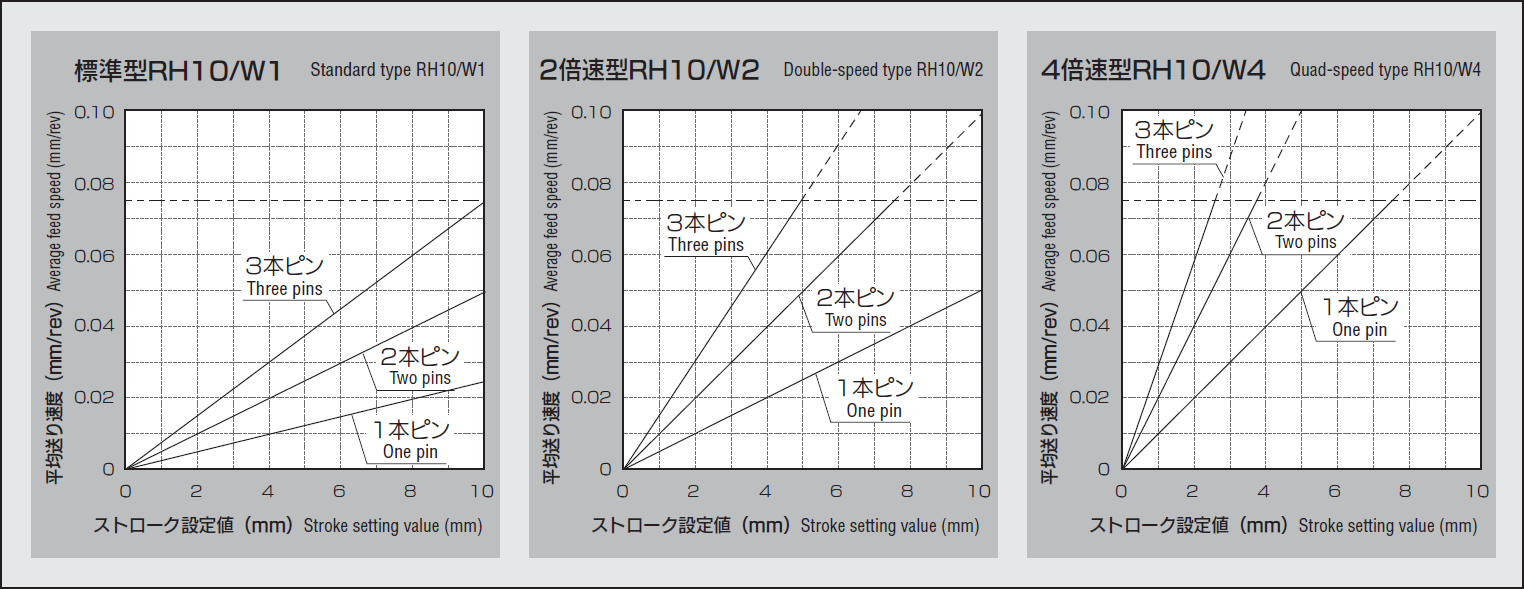
送り速度について
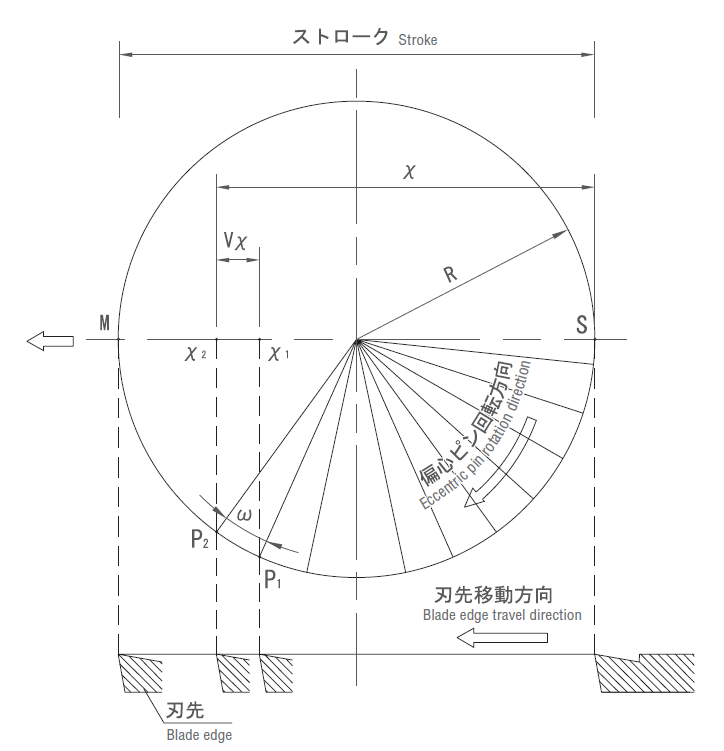
本機では偏心したピン(クランクピン)の回転移動量のうち\(x\)方向成分のみを取り出し刃先を移動させる機構を採用しています。図1において、
\(R\):偏心量(ストローク設定値の半分)
\(S\)点:刃先のスタート点(原点)
\(M\)点:刃先最大移動点 です。
また、クランクピンは\(S\)より時計方向回りで\(M\) を通り \(S\) 点まで帰り1往復します。
いま、\(P_1\) 点にあるクランクのピンが機械主軸1回転で\(P_2\)まで移動し、それに伴い刃先が\(\chi_1\)点から \(\chi_2\) まで移動したとします。
主軸1回転当りのクランク回転角を\(\omega\)とすると、スピンドルが\(n\)回転したときの刃先の移動量\(x\)は、
$$x=R-R\cos \omega \cdot n$$
したがって、その時点での送り速度(スピンドル1回転当りの移動量)は、
$$Vx=R \omega \sin \omega n$$となります。すなわち、速度はサインカーブになり、刻々と変化しています。
※ 本機は一定速度で動いてはいません。
※ 送りピンを変えなければストロークにかかわらず、加工時間は一定です。
ドウェルタイム計算要領
$$(実稼働時間) T_1=\frac{800\div本体型式定数 }{ 送りピンの数 }\times\frac{60}{主軸回転数(rpm)}$$
$$(余裕時間)T_2=10秒~15秒$$
$$(トータル時間)T=T_1+T_2$$
本体型式定数:標準速度=1,2倍速度=2,4倍速度=4
PDFダウンロード
お気軽にお問い合わせください。0949-28-0311受付時間 8:30 - 17:15 [ 弊社休業日除く ]
お問い合わせはこちら お気軽にお問い合わせください。